 Int'L Trading Co.,Ltd.")
Svenska
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


Stämplingsmatris för små konsoler för fordon
SIKAIDA Automotive Small Bracket Pressing Dies är högprecisionsverktygsutrustning för massproduktion av kritiska lastbärande fästen för bilkarosserier. De integrerar komplex strukturformning, precisionshålsbearbetning och ett multifunktionellt anslutningssystem för att säkerställa fästets styvhet och positioneringsnoggrannhet. Som en professionell tillverkare i Kina tillhandahåller SIKAIDA stabil och hållbar kärnutrustning och servar globala biltillverkare som en pålitlig leverantör. Alla formar tillverkas i en egen avancerad fabrik enligt internationella standarder.
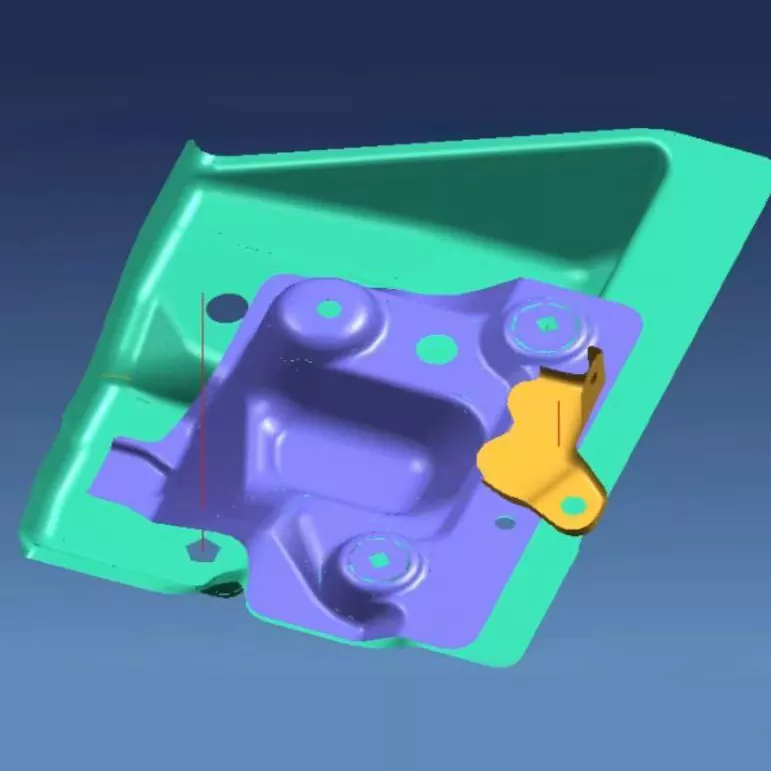
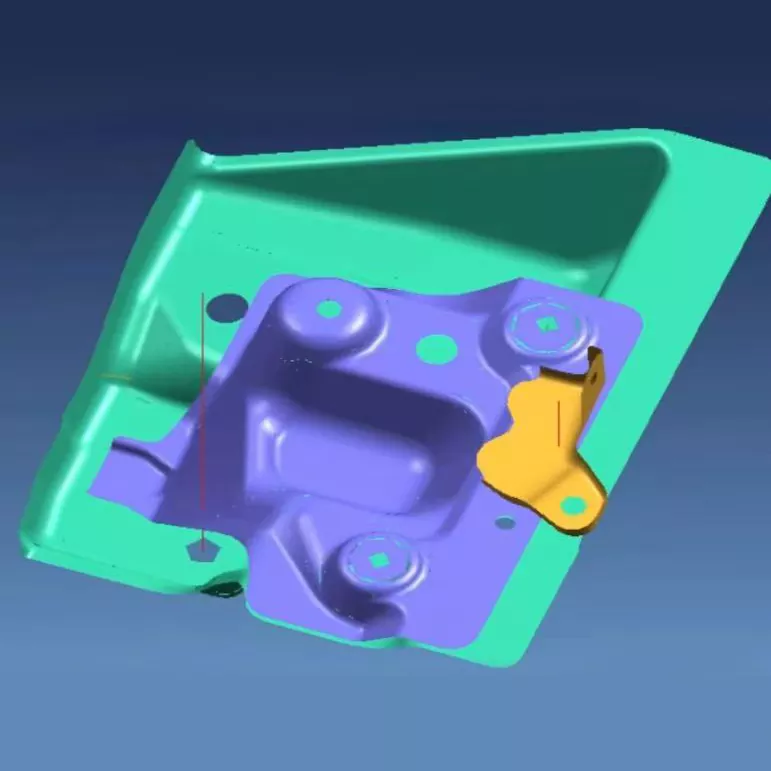
Små bilfästen är kritiska lastbärande komponenter som används för att stödja sammansättningar, fixera positioner, ansluta strukturer och överföra laster. SIKAIDA Automotive Small Bracket Präglingsformar är speciellt designade för olika precisionsfästen, såsom de för motorer och fjädringar, och integrerar komplext stöd och precisionshålpositionering för att möta de stränga kraven för bilproduktion.
Kärnproduktens funktioner
1. Formning av komplex stödstruktur
Trots den kompakta storleken och komplexa strukturen hos fästena, kontrollerar SIKAIDA-formarna, genom exakt simulering och återfjädringskompensation, kritiska dimensioner inom ±0,1 mm, vilket säkerställer planhet, hålnoggrannhet och strukturell styvhet uppfyller standarderna.
2. Hög styrka och hög styvhet
Kärnkomponenterna i Automotive Small Bracket Stamping Dies använder höghårda formstål som SKD11 och Cr12MoV, vilket uppnår en hårdhet på HRC 48–52 efter värmebehandling. Detta gör att de kan motstå högfrekventa stötbelastningar och har en livslängd som överstiger 500 000 cykler, vilket säkerställer en stabil bärförmåga.
3. Multifunktionell integrerad design
Genom att integrera flera processer som stansning, bockning och stansning, och integrera mekanismer som glidblock och kvävefjädrar, kan komplex bearbetning slutföras i ett enda slag, vilket avsevärt förbättrar produktionseffektiviteten och produktkvaliteten.
4. Precisionshålspositioner och anslutningssystem
Installationshålets noggrannhet når ±0,05 mm, och hålväggens ojämnhet Ra 0,8. Optimerade fläns- och nitförbindningsstrukturer säkerställer en säker och icke-lossande fästeanslutning, vilket garanterar en tillförlitlig fordonsanvändning under lång tid.
5. Intelligent Nesting och CAE-optimering
Genom att använda CAE-programvara som AutoForm för att optimera kapslingen, ökas materialutnyttjandet till över 85 %, vilket effektivt minskar formningsdefekter och sänker skrothastigheten.
Användningsområden
SIKAIDA Automotive Small Bracket Präglingsverktyg har breda applikationer, som täcker tillverkning av motor, fjädring, instrumentbräda, säte, batteri, dörr och avgassystemfästen.
Tillverkningsprocess
1. Produktdesign och CAE-analys
Att skapa simulering och processoptimering utförs med CAE-mjukvara för att identifiera potentiella defekter och bestämma den optimala lösningen, vilket säkerställer framgångsrik formtillverkning.
2. Formstruktur 3D-design
Automotive Small Bracket Stamping Dies använder fullständig 3D-designmjukvara som UG och CATIA för att förfina kaviteter, styrsystem och andra komponenter, vilket säkerställer en rationell formstruktur och enkelt underhåll.
3. Materialval
Arbetsdelar är gjorda av hårt formstål som SKD11, formbasen är gjord av 45 stål med värmebehandling, standarddelar använder GCr15 lagerstål, och stansdelar använder höghastighetstål eller hårdmetall för att säkerställa precision och hållbarhet.
4. Precisionsbearbetning
Grov bearbetning tillåter tillägg, och precisionsbearbetning säkerställer noggrannhet. Ytbehandlingar som nitrering och hårdförkromning förbättrar formens hårdhet och slitstyrka ytterligare, vilket garanterar produktkvalitet.
5. Montering och felsökning
Efter precisionsmontering genomgår Automotive Small Bracket Stamping Dies provpressning och felsökning. Inspektion av första stycket och tillverkning av satsvis tester verifierar formens noggrannhet, stabilitet och tillförlitlighet.
Vanliga frågor
F1: Vilka material används vanligtvis i stämplingsformar för små konsoler för fordon?
A1: Arbetsdelar använder i första hand formstål med hög hårdhet som SKD11, Cr12MoV och DC53. Formramen använder konstruktionsstål som 45 stål och Q235. Standarddelar som styrpelare och bussningar använder lagerstål GCr15. För områden med högt slitage som stansning av hål används ibland hårdlegering eller snabbstål för att säkerställa formens styrka, hårdhet och hållbarhet.
F2: Hur lång är produktionscykeln för små konsolformar för bilar?
A2: Beroende på formens komplexitet och precisionskrav är produktionscykeln vanligtvis 10-18 veckor. Enkla fästformar tar cirka 10 veckor att tillverka, medelkomplexa fästformar tar 14 veckor, och komplexa fästformar med hög precision kan kräva 18 veckor eller mer. Den specifika cykeln beror på konsolstrukturens komplexitet, hålens noggrannhetskrav och bearbetningsprocessens svårighet.
F3: Vad är livslängden för stämplingsmatriser för små konsoler för fordon?
A3: Under normala användnings- och underhållsförhållanden kan livslängden för små konsolpressformar nå över 500 000 cykler. Genom val av högkvalitativa material, korrekt värmebehandling och precisionsbearbetning kan livslängden för vissa stansar nå 1 miljon cykler. Speciellt för slitstarka delar som stansning krävs regelbundet underhåll och byte för att säkerställa produktkvaliteten.
F4: Hur säkerställer man noggrannheten och stödprestanda för stämplade konsoler?
A4: Genom CAE-analys för att optimera processparametrar, anta styrsystem med hög precision, kontrollera materialåterföring och regelbundet kontrollera och bibehålla formnoggrannheten, kan fästets dimensionella noggrannhet kontrolleras inom ±0,1 mm, och stödytans planhet kan nå 0,05 mm/m. Samtidigt säkerställer rimlig strukturell design och värmebehandlingsprocesser att konsolen har tillräcklig stödstyvhet och anslutningsstyrka.
F5: Vilka är de viktigaste kontrollpunkterna i tillverkningsprocessen för konsolformar?
A5: Viktiga kontrollpunkter vid tillverkning av konsolformar inkluderar: ① Precisionshålbearbetning för att säkerställa installationshålets noggrannhet; ② Stöd ytbearbetning för att säkerställa planhet och jämnhet; ③ Anslutningsstruktur bildas för att säkerställa anslutningsstyrka; ④ Värmebehandlingsprocess för att säkerställa hårdhet och seghet; ⑤ Montering och felsökning för att säkerställa formnoggrannhet och driftsstabilitet. Varje kontrollpunkt kräver strikt kvalitetskontroll och processkontroll.
Hot Tags: Automotive Small Bracket Stamping Dies, Kina, tillverkare, leverantör, fabrik
Skicka förfrågan
Kontaktinformation
-
Adress
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tel
-
E-post
Välkommen till vår hemsida! För frågor om våra produkter eller prislista, vänligen lämna din e-post till oss så hör vi av oss inom 24 timmar.











