 Int'L Trading Co.,Ltd.")
Svenska
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



Stämplingsmatris för vänster sida för fordon
SIKAIDA Automotive Left Side Panel Stampform är ett stort, högprecision och komplext stämplingsformsystem speciellt utformat för att stansa den vänstra integrerade sidopanelen av stål- eller aluminiumplåt. Den består av flera arbetsstationer inklusive stansdynor, dragdynor, trimformar och flänsformar. Som en professionell tillverkare i Kina utnyttjar SIKAIDA avancerade designkoncept, precisionstillverkningsteknik och pålitlig prestanda för att skapa branschledande produkter som fullt ut uppfyller de höga standarderna för modern bilproduktion, med åtagande att tillhandahålla högkvalitativa stämplingslösningar till globala biltillverkare.
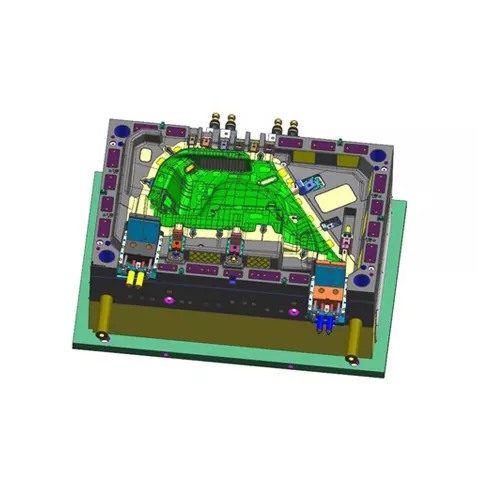
SIKAIDA Automotive Left Side Panel Stamping Die är ett stort, högprecisions- och komplext stämplingsverktygssystem utvecklat av SIKAIDA för stämpling av den vänstra integrerade sidopanelen av stål- eller aluminiumplåt. Det är inte en enda stans utan ett komplett integrerat system som inkluderar nyckelkomponenter som stansdynor, dragdynor, trimningsdynor och flänsformar. Tillverkningsnivån för den här produkten representerar direkt den högsta standarden för präglingsmatriser för fordonskarosspaneler och är en central symbol för SIKAIDAs omfattande styrka som en professionell leverantör inom formindustrin.
Detaljerade produktfunktioner
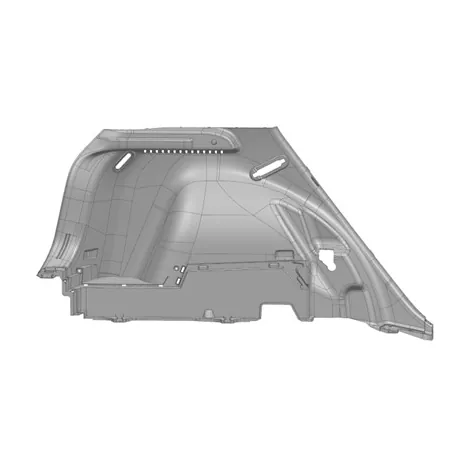
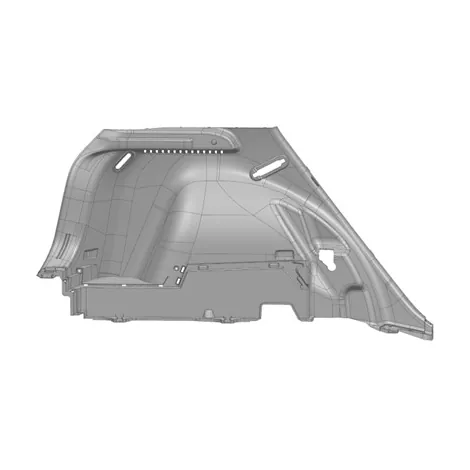
1. Stor storlek och komplex struktur
Den vänstra sidopanelen på en bil är stor i storleken (vanligtvis över 1,5 meter lång och 0,8-1 meter bred), med en komplex form, inklusive djupdragningsdetaljer, komplexa krökningar, fönsteröppningar och särdrag. SIKAIDAs Automotive Left Side Panel Stamping Die kan exakt bilda monteringshålen, förstärkningsribborna och flänsdetaljer på sidopanelen. Genom professionell simuleringsanalys och optimering av formstrukturen säkerställer den rimlig spänningsfördelning och stabil formning.
2. Krav på hög precision och hög kvalitet
Som en viktig exteriörkomponent i en bil måste den vänstra sidopanelen vara fri från repor, rynkor, bucklor och andra defekter. SIKAIDA kontrollerar strikt kvalitet, med stränga krav på formens ytfinish och tryckfördelning. Nyckelformningsytor är finpolerade till en spegelfinish, vilket effektivt undviker ytdefekter orsakade av friktion mellan plåten och formen under stansning.
3. Multi-process integrerad formning
Stämplingen av den vänstra sidopanelen kräver kontinuerligt slutförande av flera processer, inklusive blankning, ritning, trimning och flänsning. SIKAIDAs Automotive Left Side Panel Stamping Die fungerar sömlöst med moderna automatiserade produktionslinjer, med hjälp av robotisk överföringsteknik för att uppnå kontinuerlig flerstationsstämpling. Detta balanserar produktionseffektivitet med konsekvent produktkvalitet, och den vetenskapliga processlayouten förkortar produktionscyklerna och minskar kostnaderna.
4. Komplext styr- och balanseringssystem
För att hantera de komplexa formerna och stora dimensionerna på sidopanelerna är formen utrustad med ett högprecisionsstyrsystem (styrpelare, styrhylsor, sidostyrplattor) för att säkerställa exakt stängning av de övre och nedre formarna. Ett omfattande balanseringssystem (kvävefjädrar, mekaniska balansblock) säkerställer stabil och säker stansning, vilket förlänger matrisens livslängd.
5. Avancerat smörj- och ventilationssystem
Formen har ett komplext automatiskt smörjsystem som automatiskt applicerar smörjmedel under pressningen, vilket minskar friktionen mellan plåten och formen och förbättrar formningskvaliteten. Stora dragdynor är utrustade med ett flerpunktsventilationssystem för att förhindra rynkor, bucklor och andra bildande defekter orsakade av instängd luft.

Produktegenskaper och applikationer
SIKAIDA Automotive Left Side Panel Stamping Die används främst vid tillverkning av sidopaneler för passagerarfordon som sedaner, stadsjeepar och MPV. Den kan också användas vid tillverkning av hyttsidopaneler och andra beläggningar för kommersiella fordon. Formarna är gjorda av höghållfast legerat stål, med nyckelytor som genomgår värmebehandling och precisionspolering, vilket resulterar i hög slitstyrka, hög precision och lång livslängd. Som en professionell fabrik med lång produktionserfarenhet kan SIKAIDA skräddarsy formlösningar enligt olika fordonsmodeller och kundernas behov, för att möta de olika produktionskraven inom bilindustrin.
Introduktion till tillverkningsprocessen
1. Produktanalys och CAE-simulering
Innan formkonstruktionen använder SIKAIDA professionell stämplingssimuleringsprogram som AutoForm och Dynaform för att förutsäga sidopanelernas formbarhet, töjning och återfjädring, identifiera kvalitetsrisker i förväg, optimera processlösningar och formstrukturer och minska kostnaderna för försök och modifiering.
2. Formdesign
Avancerad 3D-designmjukvara som UG och CATIA används för att slutföra den fullständiga 3D-designen av alla komponenter, inklusive den övre formen, den nedre formen och tryckringen. Faktorer som plåttjocklek och återfjädringskompensation beaktas fullt ut för att säkerställa formnoggrannhet och stabilitet. Designschemat granskas och bekräftas av professionella ingenjörer.
3. Materialval
Automotive Left Side Panel Stamping Die-substratet använder högkvalitativt kolkonstruktionsstål (som 45-stål) eller legerat konstruktionsstål (som 42CrMo) för att säkerställa seghet och styvhet. Arbetsdelarna (profiler, skäreggar) använder verktygsstål med högt kolhalt och högt kromhalt (som Cr12MoV, SKD11) eller pulvermetallurgiskt stål för att säkerställa hög hårdhet, hög slitstyrka och förlänga formens livslängd.
4. Precisionsbearbetning
- Grov bearbetning: Initial bearbetning utförs med en stor portalfräsmaskin eller CNC portalbearbetningscenter, med hänsyn till efterbearbetning.
- Finish Machining: Höghastighets CNC-bearbetningscenter precisionsbearbetning av profiler och skäreggar säkerställer dimensionell noggrannhet och ytjämnhet.
- Specialbearbetning: Elektrisk urladdningsbearbetning (EDM) används för att bearbeta komplexa profiler och hörn; wire EDM används för att bearbeta precisionshål och konturer; släckning och härdning utförs för att uppnå en hårdhet på 48-52 HRC.
- Ytbehandling: Hårdkromplätering eller nitrering appliceras på profilerna för att förbättra hårdhet och slitstyrka, samtidigt som rostskydd och avfettning utförs.
5. Montering och felsökning (T0 testform)
Alla komponenter är sammansatta till en komplett form, installerad på stämplingsutrustningen för provgjutning. Professionella tekniker justerar upprepade gånger processparametrar som tryck och slag tills en kvalificerad del produceras. Efter besiktning av första stycket och måttbekräftelse levereras den till kunden.
Utvecklingstrender
1. Ultra-stor integrerad gjutning
Bilsidopanelerna utvecklas mot större integrerade strukturer, som kräver högre formtonnage (upp till 2000 ton och mer) och dimensionsstabilitet. SIKAIDA optimerar kontinuerligt design- och bearbetningsteknik, vilket möjliggör utvecklingen av ultrastora integrerade sidopanelstämplar för att möta behoven hos nya energifordon och nästa generations modeller.
2. Applicering av lättviktsmaterial
Med utvecklingen av fordonslättvikt används i stor utsträckning nya material som höghållfast stål och aluminiumlegeringar. SIKAIDA optimerar formstrukturen och ytbehandlingstekniken för att anpassa sig till formningsegenskaperna hos nya material (t.ex. är dragformar av aluminiumlegeringar utrustade med speciella beläggningar och smörjsystem).
3. Intelligent tillverkning och digitalisering
Tryck- och temperatursensorer är inbäddade i formen för att övervaka stämplingsparametrar i realtid, vilket möjliggör förutsägande underhåll och processoptimering. I kombination med digital tvillingteknologi för virtuell felsökning kan utvecklingscykeln förkortas med 20-30 %, vilket förbättrar FoU-effektiviteten.
4. Snabb formbyte och automatisering
För multi-variety, small-batch produktionsbehov, antar formen en snabb formbytestruktur (snabb fastspänning, automatisk positionering), i kombination med automatiserade robotar och syninspektionssystem, vilket uppnår en hög grad av automatisering i stämplingsproduktionen och förbättrar produktionsflexibiliteten.
Vanliga frågor
F1: Vilka material används vanligtvis för stämpelmatrisen på vänster sida för fordon?
A1: Formbasen använder vanligtvis högkvalitativt kolkonstruktionsstål (som 45-stål) eller legerat konstruktionsstål (som 42CrMo). Arbetsdelarna (profiler, skäreggar) använder verktygsstål med högt kolhalt och högt kromhalt (som Cr12MoV, SKD11) eller pulvermetallurgiskt stål för att säkerställa hög hårdhet (48-52 HRC) och hög slitstyrka. Vissa avancerade formar använder hårdmetall eller ytbeläggningsteknik för att förbättra livslängden.
F2: Hur lång är tillverkningscykeln för en stämpelform för vänster sidopanel för bilar?
A2: Tillverkningscykeln för stämplingsformar för den vänstra sidopanelen på en bil sträcker sig vanligtvis från 8 till 15 månader, beroende på faktorer som delens komplexitet, precisionskrav och produktionskapacitet. Utvecklingscykeln för sidopaneler med komplexa krökta ytor kan överstiga 15 månader, medan enkla strukturformar kan slutföras inom 8 till 10 månader. Hela processen, från design och bearbetning till montering och felsökning, kräver samarbete mellan flera avdelningar.
Hot Tags: Stämplingsmatris för vänster sida för fordon, Kina, tillverkare, leverantör, fabrik
Skicka förfrågan
Kontaktinformation
-
Adress
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tel
-
E-post
Välkommen till vår hemsida! För frågor om våra produkter eller prislista, vänligen lämna din e-post till oss så hör vi av oss inom 24 timmar.











