 Int'L Trading Co.,Ltd.")
Svenska
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







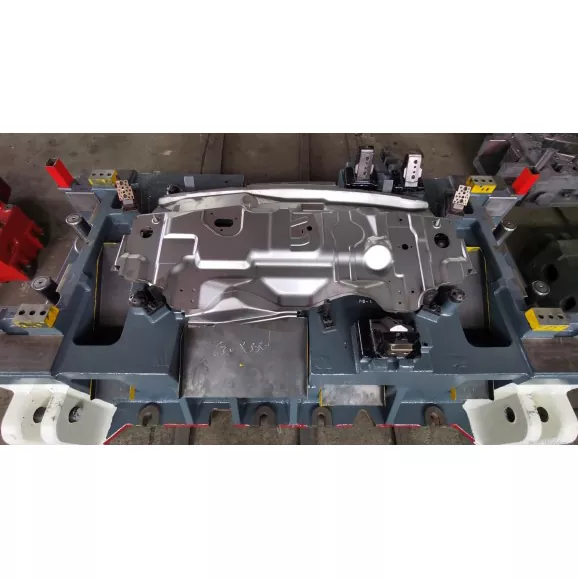
Stämplingsmatriser för frontpaneler för fordon
Bilens frontpanel är en bärande kärnkomponent i fordonskarossen, som stöder kritiska komponenter som motorrummet och motstår kollisionsbelastningar. Som en professionell tillverkare av stämplingsformar för bilar fokuserar SIKAIDA på forskning och utveckling och produktion av högprecisionspressningspressar för fordonsfrontpaneler, som integrerar flera avancerade teknologier för att säkerställa den strukturella styrkan och säkerhetsprestandan hos frontpanelsenheten. Med huvudkontor i Kina är SIKAIDA en pålitlig leverantör till globala biltillverkare, som har ett komplett produktions- och kvalitetskontrollsystem.
SIKAIDA Automotive Front Panel Assembly Präglingsformar är oberoende utvecklad högkvalitativ precisionsutrustning, lämplig för massproduktion av frontpanelenheter. För att hantera den komplexa strukturen och höga kraven på frontpanelen (stora karosspaneler), integrerar formen avancerad teknologi för att lösa viktiga produktionsutmaningar. Fabriken är utrustad med professionell utrustning och ett dedikerat team för att säkerställa att formkvaliteten uppfyller standarderna.
Produktdetaljer
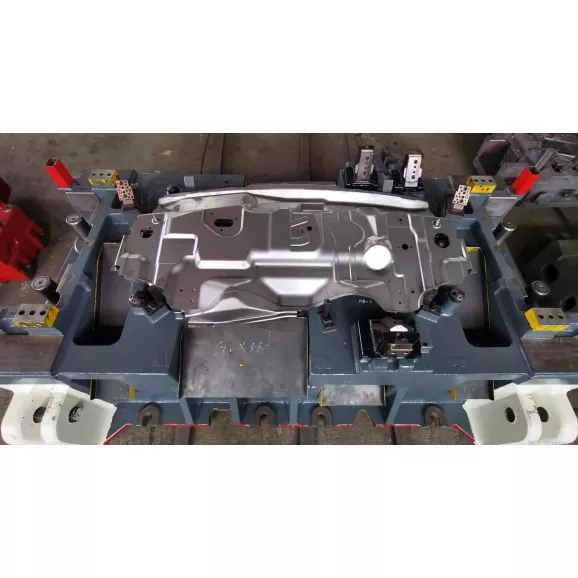
1. Formning av stor kroppspanel
Exakt kontroll av materialflöde och sträckning, nyckeldimensionell noggrannhet inom ±0,1 mm, planhetsfel ≤0,15 mm/m; djupdragningsområden använder progressiv formning i flera steg för att undvika materialdefekter och förbättra utbytet.
2. Komplex krökt ytformningsteknik
Stämplingsformarna för fordonsfrontpanelen använder hyperboloidformning och en justerbar profilstruktur. I kombination med CAE-analys och processoptimering löser den problem som skrynkling och sprickbildning, uppnår en ytnoggrannhet inom ±0,05 mm, vilket säkerställer kompatibilitet med intilliggande komponenter.
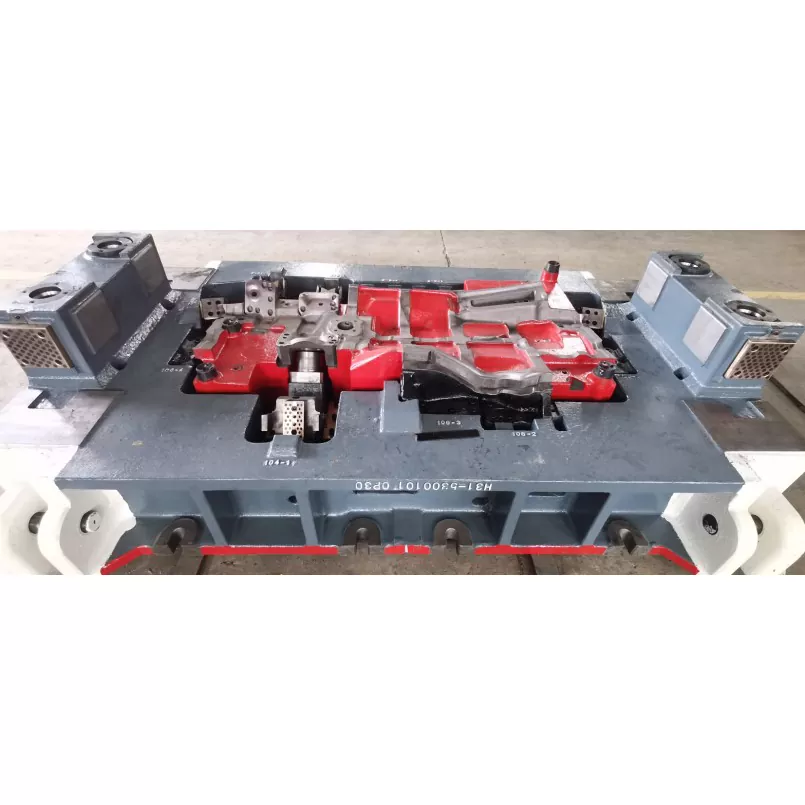
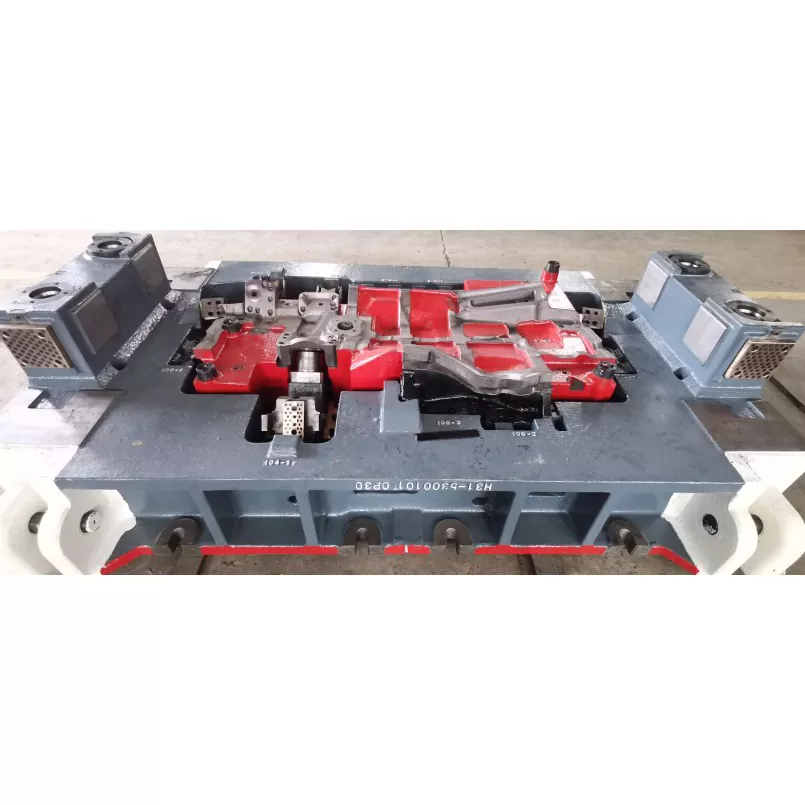
3. Integrerad armerande balkdesign
Frontpanelen och förstärkningsbalken är integrerade med hjälp av en delad kavitetsteknologi, som anpassar sig till höghållfasta material och säkerställer den geometriska noggrannheten hos förstärkningsbalken (räthet ≤0,1 mm/m, parallellitet ≤0,15 mm).
4. Flerkomponents integrerad formning
Flera processer är integrerade, vilket slutför flerkomponentformning i en enda stämplingsoperation; Modulär design och snabb formbyte anpassar sig till produktion med flera specifikationer, vilket uppnår en materialutnyttjandegrad på ≥80 % och förbättrar produktionseffektiviteten.
5. Hög precision och säkerhetsprestanda
Högprecisionsstyrning och tryckåterkopplingskontroll säkerställer kritisk hålnoggrannhet inom ±0,05 mm; Optimerad strukturell design säkerställer designad deformation under kollisioner, vilket garanterar passagerarnas säkerhet.
6. Intelligent processkontroll och optimering
Automotive Front Panel Assembly Stamping Dies använder CAE-mjukvara för optimerad design, använder en tre-loop kontroll och intelligent övervakningssystem för att övervaka formningsstatusen i realtid, vilket säkerställer stabil produktkvalitet.


Produktegenskaper och applikationer
1. Passagerarfordon: Säkerställer karossens styvhet och kollisionssäkerhet och uppfyller kraven på yttre tätning;
2. Kommersiella fordon: Tål kraftiga stötar, vilket säkerställer strukturell tillförlitlighet och hållbarhet;
3. SUV:ar/terrängfordon: Anpassar sig till stora motorrum, vilket förbättrar frontskyddet;
4. Elfordon: Anpassar sig till speciella krav såsom batteripaket och kylkanaler, samtidigt som den överväger lättviktsdesign;
5. Racingbilar/prestandabilar: Uppfyller aerodynamiska, lätta och höga krav på styvhet;
6. Lastbilar/bussar: Anpassar sig till stora fordon, vilket säkerställer bärförmåga och kollisionssäkerhet.
Introduktion till tillverkningsprocessen
1. Produktdesign och analys
Professionell programvara används för formbarhetsanalys och processoptimering för att bestämma optimala parametrar, balansera säkerhet och monteringsnoggrannhet.
2. Design av formstruktur
Fullständig 3D-design, modulär struktur, enkelt underhåll, anpassningsbar till automatiserad produktion och robotdrift.
3. Materialval och förberedelse
- Arbetsdelar: Höghård formstål är valt, med en speciell legering som används i djupdragningsområden;
- Formbas/Standarddelar: Högkvalitativt stål är valt för att säkerställa styrka och precision;
- Ytbehandling: Nitrering, hårdförkromning, etc., för att minska friktion och vidhäftning.
4. Precisionsbearbetningsprocess
Grovbearbetning möjliggör finbearbetning. Efterbehandling utförs med avancerad utrustning, vilket uppnår en ytjämnhet på Ra0,2, hålpositionsnoggrannhet på ±0,01 mm och en hårdhet ≥HV950 efter ytförstärkningsbehandling.
5. Montering och felsökning
Precisionsmontering, felsökning av parametrar på maskinen, inspektion av första stycket och tillverkning av batchförsök säkerställer formstabilitet och tillförlitlighet.
Utvecklingstrender
1. Lätt och hög hållfasthet: Anpassar sig till nya material och använder avancerade processer, balanserar lättvikt och säkerhet;
2. Precisions- och säkerhetsoptimering: Utveckling mot precision på mikronnivå, förstärkning av onlinedetektering och kollisionsoptimering;
3. Flexibel produktion: Snabb formbyte (≤15 minuter), anpassningsbar till produktion av flera olika sorter, små satser;
4. Digital felsökning: Kombinera digitala tvillingar för att förkorta utvecklingscyklerna med mer än 30 %;
5. Grön tillverkning: Miljövänlig och energibesparande, anpassad till behoven hos nya energifordon.
Vanliga frågor
F1: Vilka material används vanligtvis i stämplingsformar för frontpaneler för fordon?
A1: Arbetsdelar använder huvudsakligen höghårda formstål som SKD11, Cr12MoV och DC53. För djupdragning av delar och förstärkande balkformningsområden används pulvermetallurgiskt höghastighetsstål eller hårdmetall. Formramen använder konstruktionsstål som 45 stål och Q235, och standarddelar som styrpelare och styrhylsor använder lagerstål GCr15. För mycket krävande krökta formningsytor används ibland keramiska eller diamantbeläggningsmaterial för att säkerställa formens slitstyrka och livslängd.
F2: Hur lång är produktionscykeln för monteringsformar för frontpaneler för fordon?
S2: Beroende på komplexiteten och precisionskraven för frontpanelen är produktionscykeln vanligtvis 16-24 veckor. Standardformar för frontfasciamontering tar cirka 16 veckor, komplexa böjda frontfasciaformar tar 20 veckor, och ultrastora eller lätta frontfasciamonteringsformar kan ta mer än 24 veckor. Den specifika cykeln beror på komplexiteten hos den främre fasciastrukturen, svårigheten att forma krökta ytor och krav på kollisionssäkerhetsprestanda.
F3: Vad är livslängden för formarna?
A3: Under normala användnings- och underhållsförhållanden kan livslängden för främre fasciamonteringsformar nå över 300 000 cykler. Genom val av högkvalitativa material, korrekt värmebehandling och precisionsbearbetning kan livslängden för vissa formar nå 500 000 cykler. Ytor med hög slitage såsom djupdragna formningsytor, förstärkande balkformande ytor och krökta ytor kräver regelbundet underhåll och utbyte för att säkerställa produktkvalitet och formningsstabilitet.
F4: Hur garanteras precisionen och säkerhetsprestandan hos frontpanelen?
A4: Genom att optimera formningsprocessparametrarna genom CAE-analys, använda ett styrsystem med hög precision, kontrollera materialåterföring och tjockleksfördelning, och regelbundet inspektera och bibehålla formprecisionen, kan dimensionsnoggrannheten hos frontpanelenheten kontrolleras inom ±0,1 mm, och planheten på matchande ytor kan nå inom 0,15 mm. Samtidigt säkerställer en rimlig strukturell design och värmebehandlingsprocess att frontpanelen har tillräcklig strukturell styrka och kollisionssäkerhetsprestanda.
F5: Vilka är de viktigaste kontrollpunkterna i tillverkningsprocessen av stämplingsformar för fordonsfrontpaneler?
A5: De viktigaste kontrollpunkterna vid tillverkningen av frontpanelsformar inkluderar: ① Exakt bearbetning av stora ytprofiler för att säkerställa planhet och ytnoggrannhet; ② Förstärkning av formningskvaliteten hos balkstrukturer för att säkerställa position och styrka; ③ Materialflödeskontroll av komplexa krökta ytor för att undvika bildande av defekter; ④ Precisionsbearbetning av monteringshål för att säkerställa monteringsnoggrannhet; ⑤ Värmebehandlingsprocess för att säkerställa hårdhet och seghet. Varje kontrollpunkt kräver strikt kvalitetsinspektion och processkontroll, särskilt den exakta kontrollen av stora täckningsformer och komplexa krökta ytstrukturer.
Hot Tags: Automotive Front Panel Assembly Stamping Dies, Kina, tillverkare, leverantör, fabrik
Skicka förfrågan
Kontaktinformation
-
Adress
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tel
-
E-post
Välkommen till vår hemsida! För frågor om våra produkter eller prislista, vänligen lämna din e-post till oss så hör vi av oss inom 24 timmar.











